1BRIQUETTING WITH A ROLLER-PRESS
1
Description of the process: Process operating on raw material fines with or without the addition of a binder in order to produce ovoid or pillow-square shaped briquettes. The press includes two moulding rolls turning in opposite direction like a rolling-mill with a gravity or a force-feeding system. One of the two rolls is subject to a variable briquetting force that can be adjusted according to the processed raw material.

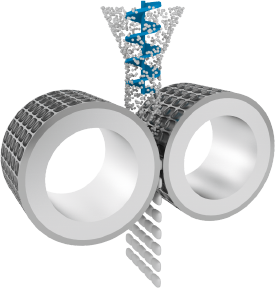

2COMPACTION-GRANULATION WITH A COMPACTOR
2
Description of the process: Process operating on raw material fines with or without the addition of a binder in order to produce flakes or “compacts” which are calibrated by successive crushing / screening operations to produce granules. The compactor includes two moulding rolls turning in opposite direction like a rolling-mill with a gravity or a force-feeding system. One of the two rolls is subject to a variable compaction force that can be adjusted according to the processed raw material.